


Plastiform P80 Ra, como lo indica su nombre, es un producto de réplica capaz de copiar la rugosidad Ra de una superficie y reproducirla de manera idéntica. Esta capacidad le permite ser utilizado en casos donde la superficie que se va a controlar no es accesible para el instrumento de medición.
Tabla de contenidos
Rugosidad con Plastiform
Definición
La rugosidad corresponde a las irregularidades presentes en una superficie, debidas a diferencias de nivel.
La Rugosidad Media Aritmética, denominada Ra, es el promedio aritmético de los valores absolutos de los desvíos del perfil dentro de la sección de referencia. En otras palabras, es el desvío promedio entre las picaduras y los valles del perfil, sobre una distancia de medición determinada.
Este valor Ra es el que se puede obtener en P80 Ra mediante un rugosímetro con contacto. Las otras características (Rt, Rz, etc.) solo se pueden obtener con sistemas de medición de superficies sin contacto.
Resolución de la réplica
La resolución es el valor absoluto más pequeño que puede ser distinguido o identificado por un sistema de medición en la réplica.
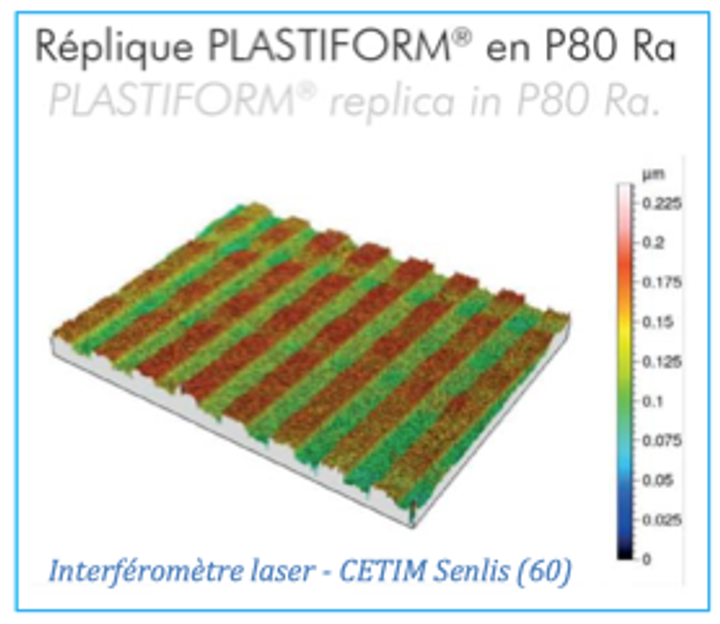
Pruebas en sistemas ópticos de resolución subnanométrica (interferómetro láser y escaneo) han mostrado una resolución de la réplica del orden de 1 nanómetro. Esto demuestra que los productos Plastiform, y en este caso el P80 Ra, son capaces de reproducir detalles del orden del nanómetro en las superficies de aplicación.
En general, se recomienda utilizar un sistema de medición óptica para medir las réplicas Plastiform; sin embargo, la medición con contacto sigue siendo muy precisa si se sigue el procedimiento adecuado.
Sistemas de medición y resultados
Existen dos tipos principales de rugosímetros con contacto: los rugosímetros con patín y los rugosímetros sin patín.
Aunque ambos pueden ser utilizados para mediciones en réplicas P80 Ra, los mejores resultados generalmente se obtienen con los rugosímetros sin patines. Estos instrumentos permiten obtener tolerancias del orden de +/- 0,1 µm.
Para una precisión óptima, los sistemas de medición óptica (sin contacto) son los más adaptados. Permiten medir rugosidades Ra inferiores a 0,020 µm con una gran precisión.
Metodología para medición con contacto
Este procedimiento ha sido desarrollado con la ayuda de múltiples aplicaciones de clientes. Es el mejor método para obtener resultados óptimos con un dispositivo de medición con contacto.
1. Limpieza de la superficie
Antes de tomar la réplica, es fundamental limpiar bien la pieza con el desengrasante DN1 para no falsificar el control de rugosidad. La superficie debe estar perfectamente limpia, sin ningún residuo de grasa o aceite. La presencia de polvo también afectará la calidad de la réplica.
2. Seguir las instrucciones de réplica
Medir la rugosidad de una pieza requiere una aplicación rigurosa del plastiform en la superficie de control. Remítase al modo de empleo para una aplicación de calidad.
El P80 es un producto pastoso que no fluirá, por lo que se puede aplicar en cualquier tipo de superficie.
Sin embargo, ten cuidado de no crear burbujas de aire.
Recomendamos presionar la réplica contra la superficie que se va a controlar con un objeto plano, para crear una superficie plana en la parte superior, pero también para asegurar una buena infiltración del producto en los microdetalles de la superficie.
De esta manera, obtendrás una réplica polimerizada fácil de posicionar bajo el palpador.
3. Esperar 30 minutos después de la polimerización del producto
Una vez que el Plastiform se haya polimerizado, déjalo reposar unos 30 minutos antes de comenzar la medición de rugosidad, esto permitirá que el producto alcance su dureza final de 80 Shore A.
Esta dureza es indispensable para una medición precisa.
4. El sistema de medición debe estar calibrado
Antes de tomar la medición en la réplica P80 Ra, es imperativo calibrar bien su sistema de medición.

Incluso recomendamos probar el rugosímetro en la réplica del patrón de rugosidad, para verificar la conformidad. Para ello, tomar la réplica del patrón de rugosidad y comparar los resultados obtenidos en la réplica y en el patrón.
5. Posicionar bien la réplica
Colocar la réplica de manera que los surcos sean perpendiculares al sentido de la medición y velar por que esté estable y lo más plana posible.
Recomendamos crear un “plato” en la parte posterior de la réplica al realizarla (ver el punto 2 anterior). La réplica también debe estar bien sujeta, para que no se mueva debido al rozamiento del palpador.
No sostener la réplica con los dedos, ya que esto provoca micro-movimientos perjudiciales.
6. Realizar la medición
De acuerdo con la norma, el perfil debe medirse en 5 secciones diferentes, con el fin de obtener un promedio.
Además, como el palpador puede dañar ligeramente la superficie de la réplica, no se debe realizar la medición dos veces en el mismo lugar.
Factores que influyen en los resultados de medición
Al medir la rugosidad de una superficie, varios factores pueden tener un impacto en el resultado de la medición.
Y otros factores se suman cuando se trata de una medición en una réplica. A continuación, una lista no exhaustiva.
1. Entorno
Las variaciones de temperatura pueden influir en el resultado de una medición de rugosidad. La humedad del aire también puede afectar el resultado de una medición.
2. Factor humano y estrategia de medición
La experiencia de los técnicos de medición también tiene repercusiones en el resultado de la medición. La elección del método de medición o de la sonda adecuada es un elemento importante para la obtención de resultados óptimos.
3. Dispositivo de medición
La elección del dispositivo de medición más adecuado determina si el control será fácil o complejo.
Algunos instrumentos son perfectamente compatibles con las réplicas Plastiform, mientras que otros tendrán más dificultades. Es por eso que siempre se recomienda una prueba previa para verificar la compatibilidad del equipo.
4. Objeto de medición
La superficie original, así como la superficie de la réplica, deben estar perfectamente limpias, y la réplica Plastiform debe haber alcanzado su dureza final máxima (unos 30 a 40 minutos después de la aplicación).
También es importante preservar al máximo la superficie de control de la réplica. Como no es de metal, no se debe rayar, frotar o torcer con mucha fuerza. Debe ser manipulada y posicionada con cuidado.
5. Valor límite del Ra
Cuando la rugosidad Ra de la superficie es inferior a 0,4 µm, la medición con contacto se vuelve inadecuada.
Debido a la baja rugosidad, un desvío aparece, lo que lleva a errores en la interpretación del rugosímetro.
Por lo tanto, es necesario cambiar a un instrumento de medición óptico (sin contacto) cuando la rugosidad que se va a medir es inferior o igual a 0,4 µm.




