


O Plastiform P80 Ra, como o nome indica, é um produto de réplica capaz de copiar a rugosidade Ra de uma superfície e reproduzi-la de forma idêntica. Essa capacidade permite que ele seja utilizado nos casos em que a superfície a ser controlada não é acessível para o instrumento de medição.
Índice
Rugosidade com Plastiform
Definição
A rugosidade corresponde às irregularidades presentes em uma superfície, devidas a diferenças de nível.
A Rugosidade Média Aritmética, denominada Ra, é a média aritmética dos valores absolutos dos desvios do perfil dentro da seção de referência. Em outras palavras, é o desvio médio entre os picos e os vales do perfil, sobre uma distância de medição determinada.
Este valor Ra é o que pode ser obtido no P80 Ra por meio de um rugosímetro com contato. As outras características (Rt, Rz, etc.) só podem ser obtidas com sistemas de medição de superfície sem contato.
Resolução da réplica
A resolução é o menor valor absoluto que pode ser distinguido ou identificado por um sistema de medição na réplica.
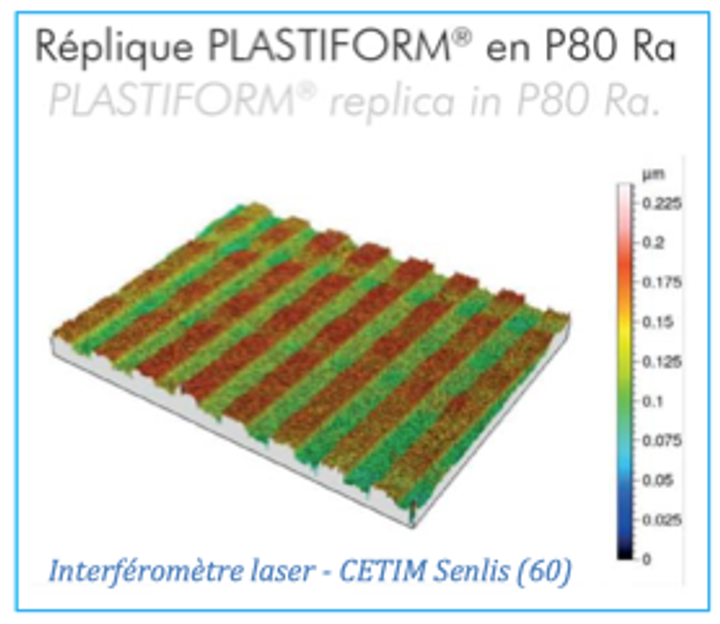
Testes em sistemas ópticos de resolução subnanométrica (interferômetro a laser e varredura) mostraram uma resolução da réplica da ordem de 1 nanómetro. Isso demonstra que os produtos Plastiform, e neste caso o P80 Ra, são capazes de reproduzir detalhes da ordem do nanómetro nas superfícies de aplicação.
Em geral, é recomendado usar um sistema de medição óptica para medir as réplicas Plastiform; no entanto, a medição com contato ainda é muito precisa se o procedimento adequado for seguido.
Sistemas de medição e resultados
Existem dois tipos principais de rugosímetros com contato: os rugosímetros com patim e os rugosímetros sem patim.
Embora ambos possam ser usados para medições em réplicas P80 Ra, os melhores resultados geralmente são obtidos com os rugosímetros sem patins. Esses instrumentos permitem obter tolerâncias da ordem de +/- 0,1 µm.
Para uma precisão óptima, os sistemas de medição óptica (sem contato) são os mais adequados. Eles permitem medir rugosidades Ra inferiores a 0,020 µm com uma grande precisão.
Metodologia para medição com contato
Este procedimento foi desenvolvido com a ajuda de múltiplas aplicações de clientes. É o melhor método para obter resultados ótimos com um dispositivo de medição com contato.
1. Limpar bem a superfície
Antes de tomar a réplica, é fundamental limpar bem a peça com o desengraxante DN1 para não falsificar o controle de rugosidade. A superfície deve estar perfeitamente limpa, sem nenhum resíduo de graxa ou óleo. A presença de poeira também afetará a qualidade da réplica.
2. Seguir as instruções de réplica
Medir a rugosidade de uma peça exige uma aplicação rigorosa do plastiform na superfície de controle. Remeta-se ao modo de uso para uma aplicação de qualidade.
O P80 é um produto pastoso que não fluirá, por isso pode ser aplicado em qualquer tipo de superfície.
No entanto, tenha cuidado para não criar bolhas de ar!
Recomendamos pressionar a réplica contra a superfície a ser medida com um objeto plano, para criar uma superfície plana na parte superior, mas também para garantir uma boa infiltração do produto nos microdetalhes da superfície.
Dessa forma, você obterá uma réplica polimerizada fácil de posicionar sob o palpador.
3. Esperar 30 minutos após a polimerização do produto
Uma vez que o Plastiform tenha polimerizado, deixe-o descansar por cerca de 30 minutos antes de iniciar a medição de rugosidade. Isso permitirá que o produto atinja sua dureza final de 80 Shore A.
Esta dureza é essencial para uma medição precisa.
4. O sistema de medição deve estar calibrado
Antes de tomar a medição na réplica P80 Ra, é imperativo calibrar bem seu sistema de medição.

Recomendamos ainda testar o rugosímetro na réplica do padrão de rugosidade, para verificar a conformidade. Para isso, tomar a réplica do padrão de rugosidade e comparar os resultados obtidos na réplica e no padrão.
5. Posicionar bem a réplica
Colocar a réplica de forma que os sulcos sejam perpendiculares ao sentido da medição e garantir que ela esteja estável e o mais plana possível.
Recomendamos criar um “prato” nas costas da réplica ao fabricá-la (ver o ponto 2 acima). A réplica também deve estar bem fixada, para que não se mova devido ao atrito do palpador.
Não segurar a réplica com os dedos, pois isso provoca micromovimentos prejudiciais.
6. Realizar a medição
De acordo com a norma, o perfil deve ser medido em 5 seções diferentes, com o objetivo de obter uma média.
Além disso, como o palpador pode danificar ligeiramente a superfície da réplica, não se deve realizar a medição duas vezes no mesmo local.
Fatores que influenciam os resultados de medição
Ao medir a rugosidade de uma superfície, vários fatores podem impactar o resultado da medição.
E outros fatores se somam quando se trata de uma medição em uma réplica. Aqui está uma lista não exaustiva.
1. Ambiente
As variações de temperatura podem influenciar o resultado de uma medição de rugosidade. A umidade do ar também pode afetar o resultado de uma medição.
2. Fator humano e estratégia de medição
A experiência dos técnicos de medição também tem repercussões no resultado da medição. A escolha do método de medição ou da sonda adequada é um elemento importante para a obtenção de resultados ótimos.
3. Dispositivo de medição
A escolha do dispositivo de medição mais adequado determina se o controle será fácil ou complexo.
Alguns instrumentos são perfeitamente compatíveis com as réplicas Plastiform, enquanto outros terão mais dificuldades. É por isso que um teste prévio sempre é recomendado para verificar a compatibilidade do equipamento.
4. Objeto de medição
A superfície original, assim como a superfície da réplica, devem estar perfeitamente limpas, e a réplica Plastiform deve ter atingido sua dureza final máxima (cerca de 30 a 40 minutos após a aplicação).
Também é importante preservar o máximo possível a superfície de controle da réplica. Como não é de metal, não deve ser riscada, esfregada ou torcida com força. Deve ser manipulada e posicionada com cuidado.
5. Valor limite do Ra
Quando a rugosidade Ra da superfície é inferior a 0,4 µm, a medição com contato se torna inadequada.
Devido à baixa rugosidade, um desvio aparece, levando a erros na interpretação do rugosímetro.
Portanto, é necessário mudar para um instrumento de medição óptico (sem contato) quando a rugosidade que está sendo medida é inferior ou igual a 0,4 µm.




